1.蒸壓釜設立閥門,氣壓表、溫度測量元器件,進排汽閥,密封性閘閥,蒸汽疏水閥等必需的閘閥和儀表盤,并常備除污罐供客戶選裝應用。
2.蒸壓釜內件除有基本的蒸氣分派管和滑軌外,大家更加客戶考慮,專業設定了密封性汽防沖罩,疏水罩。
3.蒸壓釜門密封性采用技術專業廠家生產的進口硅膠密封圈,安裝操作,密閉性好,使用期長。釜體支座對于不一樣位置,設定有固定不動支座,主題活動支座,頂端型支座三種方式。不錯地融入了釜體的熱漲冷縮,確保了蒸壓釜的一切正常工作中和使用期。
4.蒸壓釜門為主題活動快開門構造,靠手搖式減速器開展開閉,也可依據客戶規定采用電動式、氣動式、液控閥開閉。配置有健全的安全性互鎖保護設備,地防止了操作失誤安全隱患,保證了蒸壓釜的安全性運作和實際操作工作人員的生產安全。釜門打開形式有側開和上切二種形式供客戶挑選。側開啟式采用轉動臂式開門組織 ,旋轉靈便,底位實際操作,打開簡易便捷;上開啟式采用桿杠式開門組織 ,桿杠下方與釜門聯接,上方配有平衡塊設備,該形式打開輕巧,釜側占有室內空間小。
5.蒸壓釜為鋼質立式筒形設備,釜蓋采用一整塊16MnR厚鋼板抑制而成,釜蓋法蘭,釜體法蘭采用16Mn總體鍛造加工而成。受力構件焊接均按有關規范開展了熱處理工藝和嚴苛的無損檢測技術。 





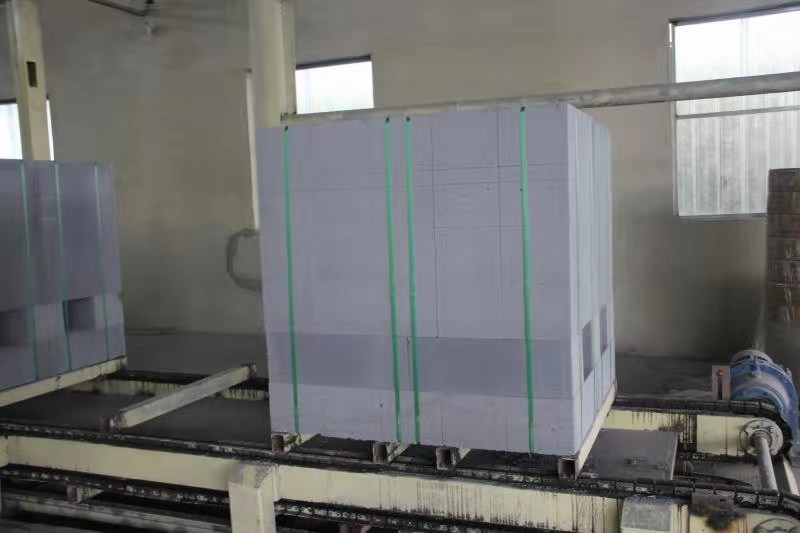
澆注后模具用輸送鏈推入初養室進行發氣初凝,室溫為50~70℃,初養時間為1.5-2小時(根據地理有利條件,可免去此工藝),初養后用負壓吊具將模框及坯體一同吊到預先放好釜底板的切割臺上.脫去模框.切割機即對坯體進行橫切、縱切、銑面包頭,模框吊回到運模車上人工清理和除油,然后吊到模車上組模進行下一次澆注,切好后的坯體連同釜底板用天車吊到釜車上碼放兩層,層間有四個支撐,若干個釜車編為一組。切割時產生的坯體邊角廢料,經螺旋輸送機送到切割機旁的廢漿攪袢機中,加水制成廢料漿,待配料時使用。

粉煤灰磚的生產工藝上一般分成蒸壓加氣塊粉煤灰磚、蒸養粉煤灰磚、自養粉煤灰磚三類,三者的差別就取決于生產加工后的維護工藝有所區別,因此 造成 了三種粉煤灰磚的作用也區別非常大。蒸壓加氣塊粉煤灰磚是保和蒸汽壓維護做成,能讓粉煤灰磚的抗壓強度高些,而且作用也相對穩定;而蒸養粉煤灰磚則是歷經過熱蒸汽蒸氣維護做成,因為沒有歷經髙壓蒸養欠缺水熱的深層體現,因此 簡單出現裂開等情況。自養煤灰關鍵的膠凝成份是混凝土,生產工藝十分簡單,因此 在粉煤灰磚的生產工藝上,其生產周期時間較為之上二種粉煤灰磚是較為長的。 
掃一掃手機網站









 在線客服
在線客服 13853819009
13853819009 tafangsheng@163.com
tafangsheng@163.com